
全新的动力钢辛顿综合体是北美最先进、最全面的钢铁厂项目之一。西马克集团提供了从炼钢、二次冶金到热轧/冷轧带钢加工的全套设备。整个钢厂年钢水产能超过300万吨。所有生产线均集成X-Pact®自动化生态系统,采用模块化软件架构实现全厂区域互联。
CSP® Nexus是西马克集团成熟CSP®(紧凑型带钢生产)平台的技术升级版,其核心突破在于实现连铸机、粗轧机与精轧机完全脱开。这种真正的单坯轧制首次实现了对所有轧制阶段的精准控制,兼具传统热轧机组的灵活性与精度,同时显著缩小占地面积并大幅降低能耗。
从技术层面看,动力钢的CSP® Nexus生产线远非将连铸机、轧机和加热炉的简单组合。其设计为完全脱开工艺、全数字控制的直接轧制工艺,由此开辟了此前仅限于传统热轧带钢轧机的可能功能。全厂各环节均可精确控制温度、时间及减小凸度,从而以最高能效和工艺稳定性生产出多种产品。

高通钢量与优化控制的连铸工艺
工艺始于基于直弧形概念的单流弧形连铸机,采用液芯压下技术(LCR plus)。铸坯厚度介于110 - 140毫米——远超传统CSP®设备50 - 90毫米的范围,拉速高达每分钟6米。
与其他薄板坯连铸连轧(TSCR)工艺中铸轧环节必须联动不同,CSP® Nexus工艺在连铸完成后立即实现脱开。摆动剪将连铸坯精确按卷重切断,随后板坯经过加热炉经缓冲并进行定向输送。
铸坯向第一座加热炉的输送在高温状态下进行:铸坯温度约为1150°C,因此无需耗能加热。第一段加热炉的主要功能在于实现铸坯温度均匀,并为后续粗轧工序进行温度微调。该加热炉还可在换轧辊时缓冲板坯而不中断连铸,并具备添加第二条连铸机以提升产能的条件。
集成于CSP®生产线二级自动化架构的X-Pact®动态炉控系统,可精确计算炉区温度设定值并将板坯加热至指定出炉温度、达到合理加热时间、加速点及缓冲时间。该系统支持多种加热及加速策略:通过在可行时降低炉区设定点降低能耗,或通过尽早启动板坯加速延长缓冲时间,所有操作均与更高层级的控制及规划功能完全协同。

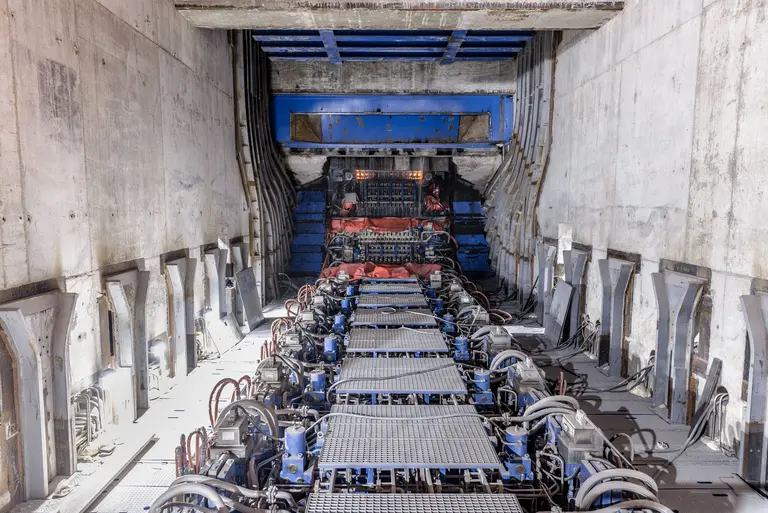
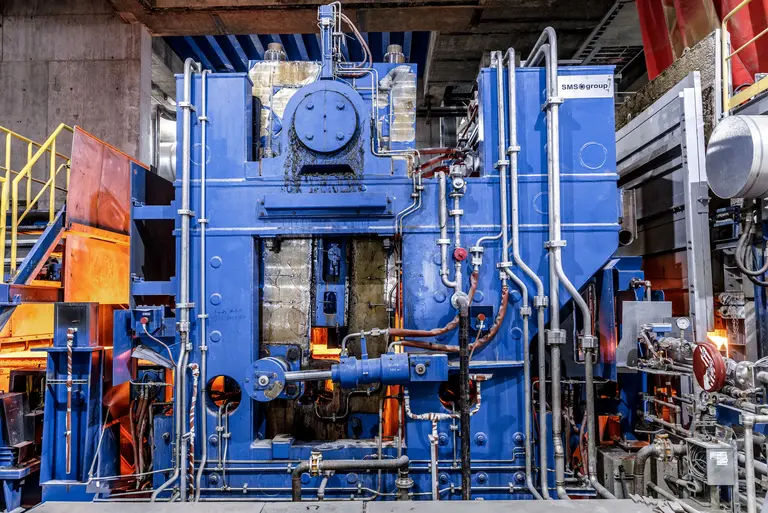
两台强力粗轧机实现最高轧制速度与减薄率
粗轧区由两台单向粗轧机架组成,辅以两台立辊轧机以提升产能并实现精确的宽度控制。粗轧机每道次较大的压下量可确保轧制坯料的变形贯穿至铸坯心部。根据产品要求,入口厚度通常为110 - 140毫米,经两道次粗轧机后,中间坯厚度介于35 - 60毫米之间。该工艺旨在以最短加工时间实现最大变形量,从而降低热损耗并避免高能耗的再加热工序。关键优势在于:在真实单坯模式下,粗轧速度不受后续工序限制,高达3.5米/秒——远高于采用连接轧制时的秒流量的TSCR工艺方案。


热机械轧制与真正的单坯轧制
中间坯随后进入中间坯冷却装置——这种特殊冷却装置可在精轧前实现精确温度控制。这对生产高韧性要求的微合金钢种(如管道用API钢)至关重要,可确保生产灵活性。此处采用热机械轧制工艺,要求在粗轧后、精轧前实现特定降温幅度,以获得目标组织结构。
中间坯经由第二加热炉输送,该辊道作为粗轧与精轧之间的缓冲区,可以实现:
- 完全分离两个轧制阶段。
- 独立设定精轧速度,精准控制目标产品的最终轧制温度要求。
- 纵横向温度分布均匀,从而确保最终产品性能一致。