
High flexibility and broad product spectrum
The starting point for the latest development of “SHAPEView” and “SHAPEControl” was the “SHAPEBase” computation module that has already been in use since 2013 for calculation of the process parameters for JCO® pipe forming. The JCO® pipe forming process is characterised in particular by its high flexibility and the correspondingly broad production spectrum with pipe diameters from 16” to 64” (406 to 1626 mm) with wall thicknesses to over 45 mm. In order to optimally adapt the flexible parameters of the pipe forming press to the planned production, SMS developed the “SHAPEBase” software for its customers which enables the customer on the one hand to have basic machine settings calculated by the program displayed: These include the tool radius to be used, the lower tool gap to be set and the optimum number of bending steps. On the other hand, reliable starting parameters for the bending process are calculated and output on the basis of these machine parameters.
In particular the positions of the individual bending steps on the plate and the corresponding stroke of the bending tool are calculated in advance. The calculation of the tool stroke has to take into consideration not only the current bending contour, but also the spring-back of the material after bending that is essentially dependent on wall thickness, yield strength and modulus of elasticity. The result of the “SHAPEBase” calculation that can be carried out offline on any production planning PC is therefore a theoretical recipe for forming of the desired pipe. Certain parameters, however, cannot be taken into account in the advance calculation. These include in particular fluctuations in the wall thickness and in the yield strength of the ingoing plate that may have larger or smaller tolerances. In practice, the process data – and in particular the stroke of the forming tool – are therefore adapted to the current plate charge from pipe to pipe.
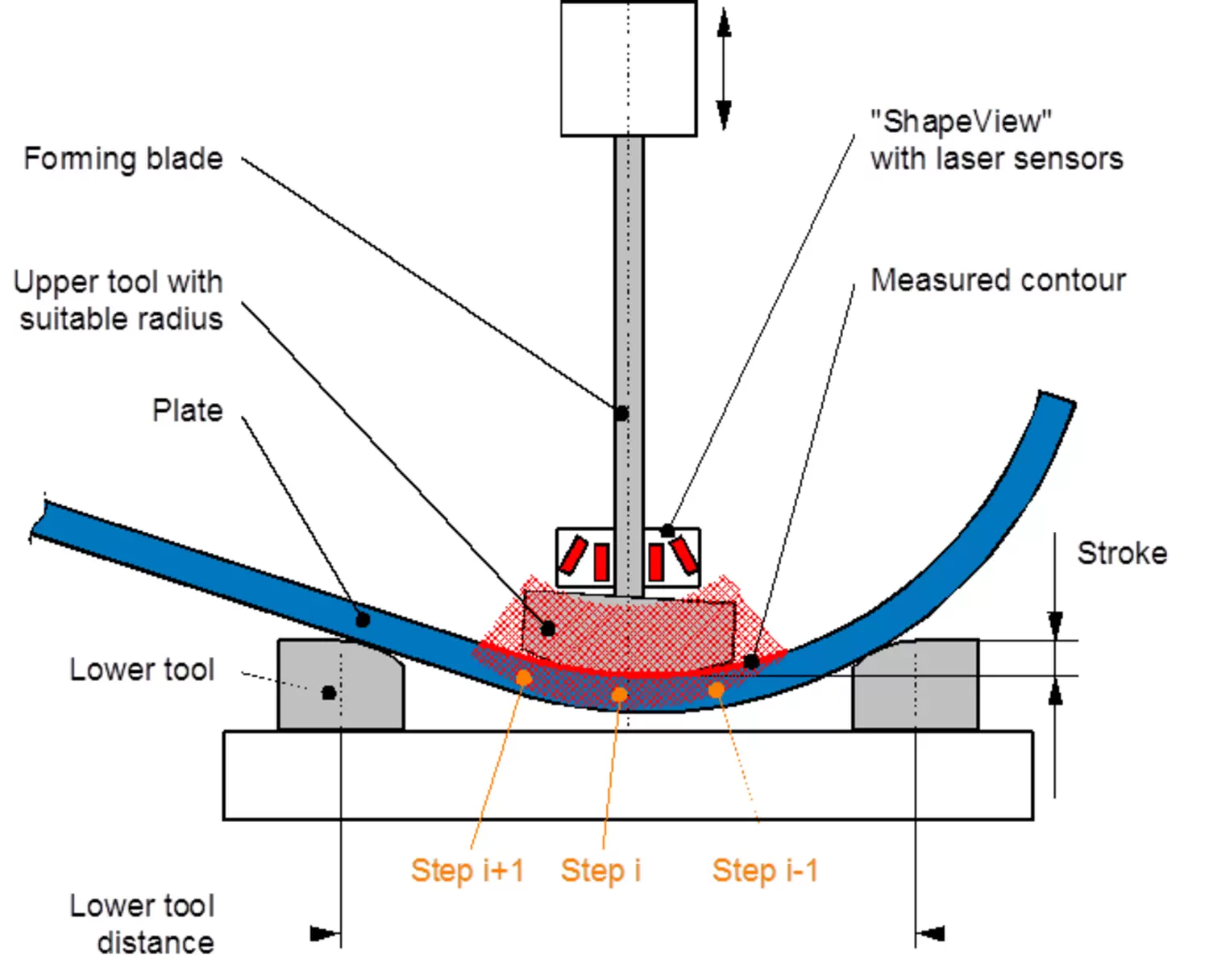
Until today, radius templates have generally been employed at the start-up of production, but their use is relatively time-consuming even for experienced operators. If there are fluctuations within the plate charge, however, these are difficult to detect and are almost impossible to compensate manually. Furthermore, minor inaccuracies in the plate positioning can lead to deviations during forming. At this point the new “SHAPEView” system offers an optimum complement to the theoretical calculations from “SHAPEBase”. After each forming step, the resulting pipe contour is measured in detail in a defined cross-section using laser light section sensors. But the system doesn’t just provide a digital template – it “thinks” one step further in the interfaced “SHAPEControl” module. The measured contour is compared here with the theoretically expected contour. If deviations are discovered, “SHAPEControl” starts a correction algorithm which supplies the forming press with an adapted tool stroke for the next forming step. In this way a closed control loop of measurement and correction is created that leads to optimised forming of each individual pipe (Figure).
This correction algorithm must naturally give consideration to the current machine parameters – in particular tool radius and lower tool gap – in order to be able to calculate appropriate correction values. The SHAPE system therefore communicates constantly with the machine controller to exchange important process parameters. A dedicated database allows the Shape system rapid access to previously calculated data sets and offers the operator a convenient overview of existing production recipes.
In operation
Extensive trials on a laboratory machine at the SMS group in Mönchengladbach demonstrated the function of the control algorithms and the correct data processing in the whole SHAPE system. Since the completion of the trials on the laboratory machine, the system has already been sold several times for industrial application. The first commissioning at Corinth Pipeworks confirmed the high expectations. Even before installation of the “SHAPEView” system, the offline calculations provided reliable process parameters for straightforward technological commissioning of the forming press. With the SHAPE technology, the SMS group offers its customers a tool to help them meet the constantly growing market demands on quality, but without sacrificing productivity. The Shape technology is configured such that it can also be retrofitted in existing JCO® pipe forming presses.